MOLDEO POR
VENTAJAS
·
En el moldeo por comprensión
prácticamente no hay recortes, por lo que se genera una cantidad muy pequeña de
memas
·
Los materiales gozan de
mejores propiedades mecánicas al no sufrir consideraciones elevadas
·
Es posible fabricar piezas
muy finas que mantienen su forma sin alabarse.
·
Es posible fabricar piezas
de más de 1.5 kg de peso que pueden resultar muy problemáticas mediante
inyección.
·
Los moldes y en general la
maquinaria son bastante más económicos que en moldeo por inyección.
DESVENTAJAS
El moldeo por compresión tiene algunas
limitaciones y no es muy aconsejable cuando se trata de moldear artículos de
forma muy complicada con resaltes, entrantes o pequeños taladros laterales.
Tampoco es aconsejable para moldear artículos de paredes gruesas (1cm o más).
Valores típicos de temperatura del molde, presión del moldeo y tiempo de
moldeo. Otra desventaja es que para conseguir que el molde se llene
completamente con un material de viscosidad elevada es necesario emplear
presiones elevadas y, por tanto, que los moldes cierren perfectamente para
evitar el material pueda salir por la línea de participación antes de llenar
las partes de acceso más difícil.
ETAPAS DEL PROCESO DE MOLDEO POR COMPRESIÓN:
1. Apertura
del molde.
2. Extracción
de las piezas moldeadas en el ciclo anterior.
3. Preparación
del molde, lo que incluye la limpieza del molde, y lubricación para facilitar
la extracción de la siguiente pieza y colocación de las inserciones metálicas
(si las hay) y del compuesto de moldeo, bien liquido, en forma de pastillas o
de polvo.
4. Se
cierra el molde caliente y se aplica presión.
5. Se
abre el molde para dejarlo “respirar” y permitir la salida de humedad y
materias volátiles.
6. Aplicación
de toda la presión al molde caliente y manteniendo durante el tiempo necesario
hasta que el material haya curado totalmente.
7. Extracción
de la pieza.
FUNCIONAMIENTO
DEL PROCESO
El moldeo por
compresión se inicia con una cantidad determinada colocada o introducida en un
molde. Después el material se calienta hasta llegar a un estado que permita
moldearlo y manipularlo. Luego la prensa hidráulica comprime el plástico
flexible contra el molde, dando como resultado una pieza que es perfectamente
moldeada que mantiene la forma de la superficie interior del molde. Después la prensa
hidráulica retrocede y un pin eyector en el fondo del molde expulsa rápidamente
la pieza final fuera del molde y el proceso concluye
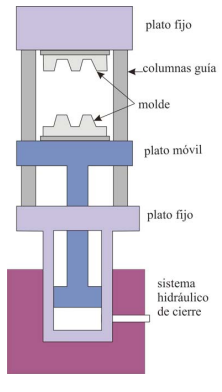
EQUIPOS Y ACCESORIOS
La parte fundamental
de la máquina de compresión es la prensa como se muestra a continuación.
Preformas
El uso de preformas
permite controlar mejor la cantidad de material de moldeo, conseguir una
manipulación sencilla y acortar el ciclo de moldeo. Una preforma o tableta no
es otra cosa que una pastilla de polvo de moldeo someramente aglomerada por
presión para que mantenga su forma, de manera que permita su manejo sin
problemas. Las preformas suelen tener formas sencillas y son fáciles de obtener
en presas de empestillar.

a) Posición
de llenado; la abertura entre pistones queda situada debajo de la tolva
b) Matriz
y tolva se han desplazado hacia la izquierda
c) La
tableta o preforma es comprimida entre los pistones
d) Matriz
y tolva se desplazan y la tableta sale de la maquina.
IMPORTANCIA
El moldeo por compresión
es el método de transformación de plásticos mas antiguo que existe. El moldeo
por compresión se utiliza exclusivamente para moldear materiales termoestables,
y ocasionalmente para procesar termoplásticos.
Moldeo
por compresión tiene un alto desarrollo en la fabricación de piezas de
materiales compuestos para aplicaciones de reemplazo de metales, se utiliza
normalmente para hacer piezas más grandes planas o de forma levemente curvas.
Este método de moldeo es muy utilizado en la fabricación de piezas de
automóviles, tales como cubiertas, defensas, cucharones, spoilers, así como
pequeñas piezas más complejas.
VARIABLES DEL PROCESO
La temperatura del
molde y la presión aplicada son los factores más importantes del proceso.
Además de estas variables, otros factores que influyen en la calidad de las
piezas moldeadas por compresión son: el diseño de la pieza que se debe
moldearse, la velocidad de cierre de prensa, la plasticidad del material y las
condiciones en que se encuentra la superficie de la cavidad de moldeo. Es
importante poner en la cavidad de moldeo la cantidad extracta de material que
se necesita, pues una cantidad en defecto puede dar lugar a piezas porosas con
baja densidad y con malas propiedades mecánicas, mientras que una cantidad en exceso
puede dar lugar a excesivas rebabas.
CLASIFICACIÓN DE MATERIALES
·
Materiales duroplasticos y
elastómeros, para piezas de pequeñas dimensiones
·
Compuestos reforzados con
fibra de vidio (a partir de resinas expoxi, de poliéster etc)
·
Termoestables
·
sistemas
de resina poliéster con fibra de vidrio, (SMC / BMC), Torlon
(Poliamida-imida: PAI), Vespel (Poliamida: PA),
Polifenilen sulfuro (PPS), y
muchos grados de PEEK.
REFERENCIAS
http://iq.ua.es/TPO/Tema6.pdf
http://www.plenco.com/plenco_processing_guide_spanish/Sect%2012%20Compression%20Molding%20(Spanish).pdf
http://tecnologiadelosplasticos.blogspot.com/2011/10/moldeo-por-compresion.html
http://es.scribd.com/doc/55972912/moldeo-po-compresion2
Interesante este blog, y su contenido, recomiendo mucho inyección de plástico se lo pasaré a amigos para que se informen.
ResponderEliminarInteresante todo lo que haceis en este sector, gracias por tanta ayuda en moldes inyección
ResponderEliminar